
Få en offert

+86-18862679789


admin@evertopest.com

skiljer sig extruderingsprestandan med olika rotationsriktningar?
Vid materialblandningsbearbetning bestämmer prestandan hos dubbelskruvsextrudern direkt materialblandningseffekten, produktionseffektiviteten och slutproduktens kvalitet. Beroende på skruvrotationsriktningen är dubbelskruvextrudrar uppdelade i samroterande dubbelskruvextrudrar och motroterande dubbelskruvextrudrar, och den största skillnaden mellan de två ligger i skruvrotationsriktningen. Vad som bara verkar vara en skillnad i rotationsriktningen resulterar i betydande skillnader mellan de två i bearbetningsegenskaper, blandningskapacitet och produktkompatibilitet.
Huvudskillnaden mellan samroterande dubbelskruv och motroterande dubbelskruv ligger i skruvarnas interaktion:
• När de två gängorna på en samroterande dubbelskruv trycker på materialet överlagras deras dragkraft;
• När de två gänglinjerna i ett motroterande dubbelskruv trycker material tar deras tryck ut varandra.
Detta bestämmer den grundläggande arbetsprincipen och prestandaegenskaperna för både samroterande och motroterande dubbelskruvar.
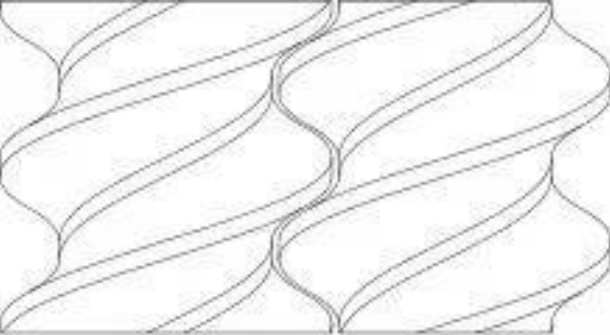
Figur 4 Montering av medroterande dubbelskruv
Sammankopplingsläget för den samroterande dubbelskruven visas i figur 4. De två skruvarna i den samroterande dubbelskruven roterar i samma riktning, och skruvgängorna är båda högerhänta. Bestämningen av materialtransportriktningen är densamma som för enkelskruven.
Sammankopplingsläget för den motroterande dubbelskruven visas i figur 5. De två skruvarna på den motroterande dubbelskruven roterar i motsatta riktningar och gängorna på de två skruvarna roterar i motsatta riktningar. De två skruvarna roterar utåt. Det vill säga, längs extruderingsriktningen är den högra sidan den vänstra skruven, som roterar medurs, och den vänstra sidan är den högra skruven, som roterar moturs.
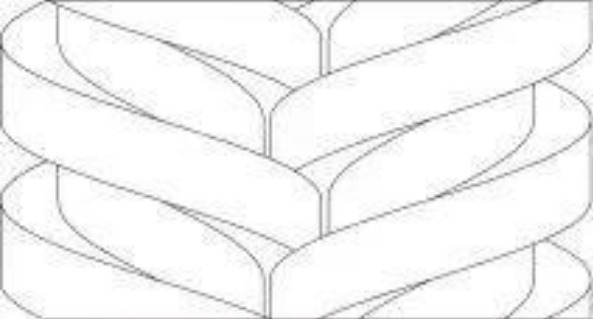
Figur 5 Motroterande dubbelskruvpassning
Analys av simuleringsexperimentresultat
Fysiskt fält
1
Tryckfält
Som sett från tryckmolnskartan (Figur 6) och tryckvariationskurvan (Figur 7):
I den samroterande dubbelskruvsextruderingsprocessen fluktuerar trycket i flödeskanalen. Med hänvisning till strukturen efter den samroterande dubbelskruvspassningen (Figur 4), visar det sig att tryckfluktuationen fluktuerar upp och ner med skruvkantens läge. Detta beror på att skruvkanten är en högt utskjutande del av skruvytan, och det extruderade materialet utsätts för starkare extruderings- och skjuvkrafter när det passerar genom skruvåsen, varför trycket ofta är relativt högt vid skruvkantens läge.
Vid motroterande dubbelskruvsextrudering ökar först trycket i löparen och minskar sedan längs extruderingsriktningen, och lokalt högtryck uppstår i mittläget. Med hänvisning till strukturen hos den motroterande dubbelskruvspassningen (Figur 5), har det visat sig att det lokala högtrycket inträffar vid ingreppspunkten längs mitten av extruderingsriktningen. Detta beror på att de två skruvarna roterar i motsatta riktningar, och materialflödet är ojämnt eller blockerat under extruderingsprocessen, vilket ackumuleras i mittläget och sedan bildar det lokala högtrycket i kanalen.
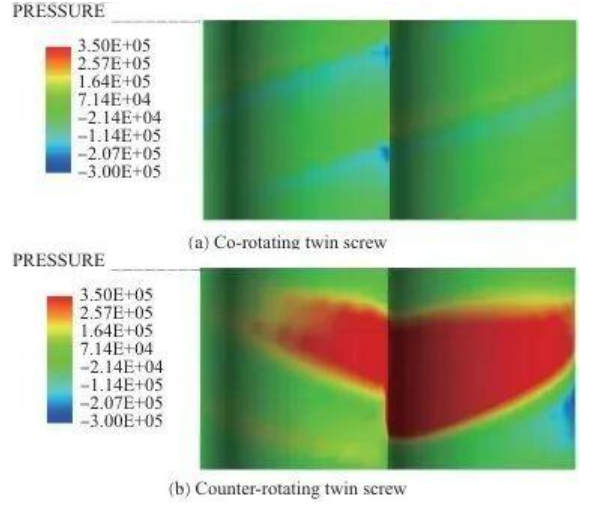
Figur 6 Tryckmolndiagram i löparen under extruderingsprocessen
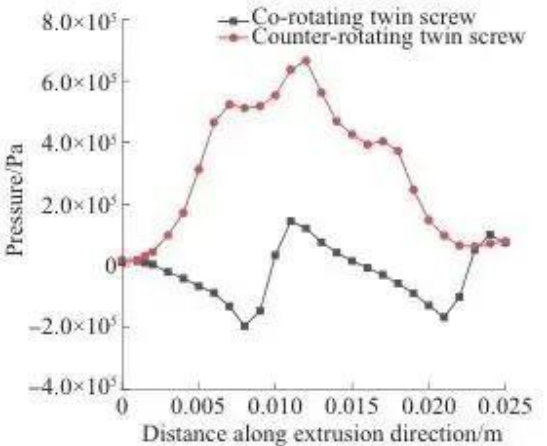
Figur 7 Tryckvariationskurva
2
Skjuvhastighetsfält
Som sett från skjuvhastighetsmolnet (Figur 8) och skjuvhastighetsvariationskurvan (Figur 9):
Vid både samroterande dubbelskruvsextrudering och motroterande dubbelskruvextrudering är skjuvhastigheten högre vid skruvnocken och lägre vid skruvspåret. Anledningen till detta fenomen är att materialet flyter snabbare i de smala spalterna, och gapet mellan skruvkanterna och cylinderns innervägg är mindre, så skjuvhastigheten är högre, medan gapet mellan skruvspåren och innerväggen på pipan är större, så skjuvhastigheten är lägre.
Den lokala höga skjuvhastigheten i den motroterande dubbelskruven orsakas av läckage.
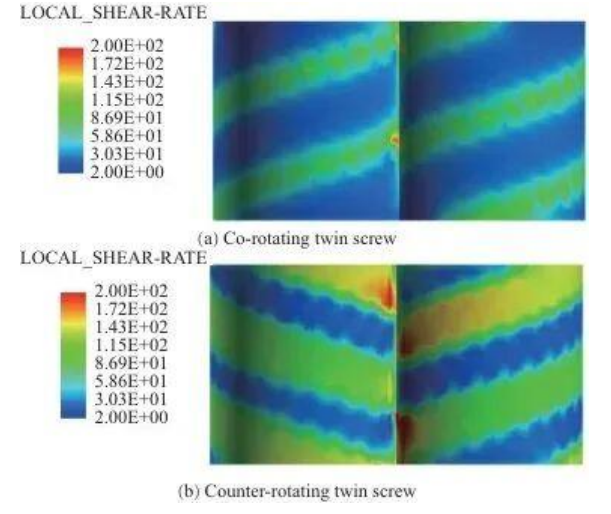
Figur 8 Moln av skjuvhastighet under extrudering
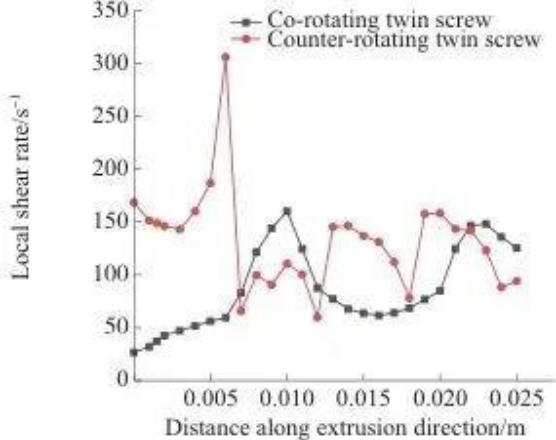
Figur 9 Skjuvhastighetsvariationskurva
Blandning är huvudsakligen uppdelad i distributiv och dispersiv blandning.
Distribuerad blandning används för att beskriva distributionsprocessen av materialet, där materialet ständigt omarrangeras och riktas under trycket av skruvrotorn;
Dispersiv blandning används för att beskriva processen där storleken på materialet ändras när materialpartiklarna ständigt sträcks och klipps. Spårpartikelmetoden användes för att utföra matematisk statistik på banaparametrar såsom uppehållstid, distributionsindex, separationsskala och maximal skjuvspänningsfördelning för att analysera skillnaderna i blandningsprestanda mellan samroterande dubbelskruv och motroterande dubbelskruv.
Axiell blandningsprestanda
Uppehållstidsfördelning är en viktig indikator för att mäta skruvelementens axiella blandningsprestanda. Den beskriver fördelningen av uppehållstid för material i dubbelskruvsextrudrar i två former: kumulativ uppehållstidsfördelningsfunktion och uppehållstidsfördelningsfunktion, som uttrycks av sannolikhetsfunktion respektive sannolikhetstäthetsfunktion.
1 Kumulativ uppehållstidsfördelning
Den kumulativa uppehållstidsfördelningskurvan (figur 10) beskriver den kumulativa sannolikhetsfördelningen för uppehållstiden för vätskan eller materialet i extrudern.
Som visas i figur 10, i den samroterande dubbelskruven, är tiden när spårpartiklarna först lämnar löparen 1,00 s, tiden när de helt lämnar löparen är 54,82 s, och bredden på uppehållstidsfördelningen är 53,82 s.
I den motroterande dubbelskruven är tiden för spårpartiklarna att först strömma ut ur kanalen 1,48 sekunder, tiden för dem att helt strömma ut ur kanalen är 59,80 sekunder, och bredden på uppehållstidsfördelningen är 58,32 sekunder.
Den kumulativa uppehållstidsfördelningskurvan för den samroterande dubbelskruven är över den kumulativa uppehållstiden för den samroterande dubbelskruven, och en högre kurva indikerar att fler partiklar flyter ut ur kanalen vid ett givet ögonblick.
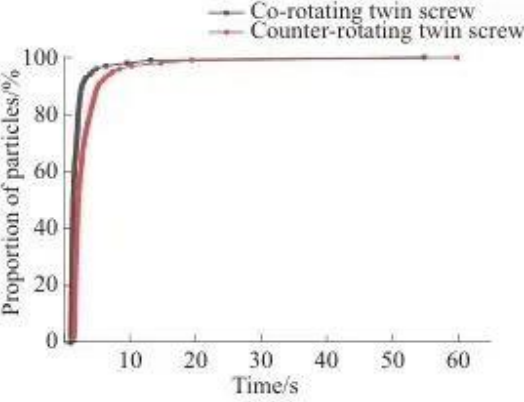
Figur 10 Fördelning av kumulativ uppehållstid
2 Fördelning av uppehållstid
Uppehållstidens sannolikhetstäthetsfördelningskurvan beskriver sannolikhetsfördelningen av uppehållstiden för materialet i extrudern över olika tidsperioder. En högre sannolikhetstäthet innebär en större sannolikhet för materiell vistelse under den perioden, medan en lägre sannolikhetstäthet indikerar en relativt kortare uppehållstid. Från sannolikhetstäthetsfunktionen för uppehållstidsfördelningen (Figur 11) är det känt att:
I den samroterande dubbelskruven är majoriteten av partiklarna koncentrerade vid 1,00 till 1,99 sekunder, och i den motroterande dubbelskruven är majoriteten av partiklarna koncentrerade till 1,48 till 2,97 sekunder. Motsvarande kurva för den samroterande dubbelskruven är längre till vänster, och toppen är högre, vilket indikerar att transportkapaciteten för den samroterande dubbelskruven är starkare. Anledningen till detta fenomen kan vara att materialet under den samroterande dubbelskruvsextruderingsprocessen tvångstransporteras längs en "∞"-formad bana av skruven.
Vid motroterande dubbelskruvsextrudering rör sig materialet i en "C"-form och blandas och reagerar upprepade gånger i den C-formade kammaren, vilket resulterar i en förlängd uppehållstid.
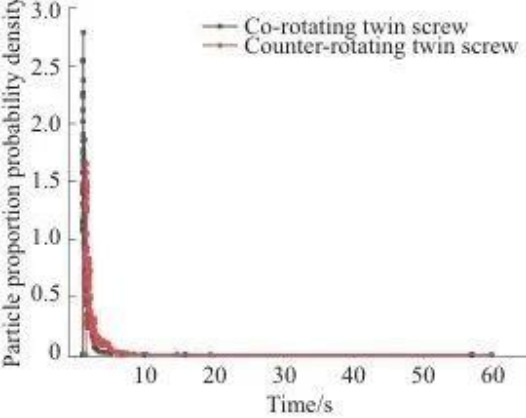
Figur 11 Fördelning av uppehållstid
Distribuerad blandningsprestanda
1 Fördelningsindex
Fördelningsindex beskriver de reologiska egenskaperna och flödesbeteendet hos extruderade material. Det kan ses från fördelningsindexkurvan (Figur 12) att fördelningslikformigheten för den motroterande dubbelskruven är bättre än den för den samroterande dubbelskruven.
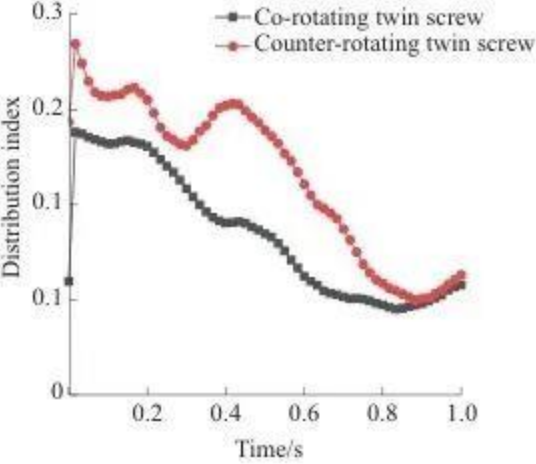
Figur 12 Distributionsindex
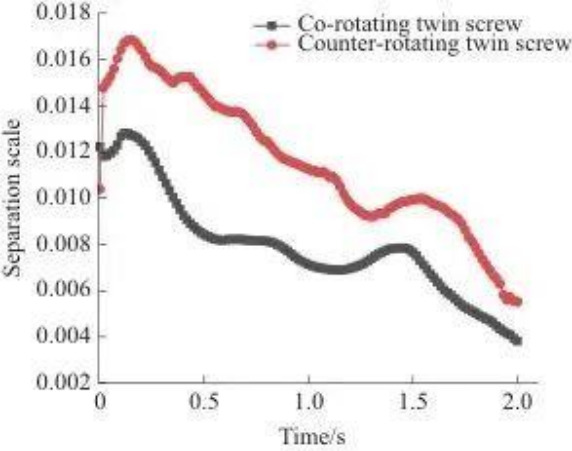
2 Separationsskala
Separationsvågar kännetecknar distribuerade blandningsprocesser. Figur 13 visar separationsskalkurvan. I det första ögonblicket är de två partiklarna på vardera sidan av inloppet, så separationsskalvärdet är stort. När tiden ökar minskar separationsskalan under skruvblandningseffekten, kurvan sjunker, graden av fördelningsblandning av ytpartiklar fördjupas gradvis, och det finns ett fluktuationsfenomen under processen, vilket orsakas av aggregering av partiklar under flödesprocessen.
Separationsskalkurvan för den samroterande dubbelskruven är alltid under den för den motroterande dubbelskruven, vilket indikerar att den är mer likformig i fördelning.
Figur 13 Separationsskala
Vid samroterande dubbelskruvsextrudering roterar de två skruvarna i samma riktning och bildar en stark skjuveffekt vid ingreppspunkten, och materialet växlar flera gånger mellan skruvarna, vilket hjälper till att uppnå jämn fördelningsblandning.
Vid motroterande dubbelskruvextrudering hålls det mesta av materialet kvar i den C-formade kammaren, med endast en liten mängd material som strömmar ut ur spalten för att utsättas för skjuvning och sträckning. Tätningen är bra, vilket minskar det oregelbundna flödet av materialet i löparen, och därmed minskar även blandningens enhetlighet.
Dispersions- och blandningsprestanda
Dispersions- och blandningsprocessen är en process där partikelstorleken hela tiden minskar, och de skjuv- och dragkrafter som materialpartiklarna utsätts för spelar en betydande roll i denna process.
Den maximala skjuvspänningen som spårpartikeln upplever indikerar den skjuvningsprocess som spårpartikeln genomgår under extruderingsprocessen med två skruv. Ju större andel spårpartiklar som upplever hög skjuvning, desto bättre blir skruvspridningseffekten.
Figur 14 visar sannolikhetskurvan för maximal skjuvspänning. Som framgår av figur 14 är kurvan som motsvarar den motroterande dubbelskruven över kurvan för den samroterande dubbelskruven.
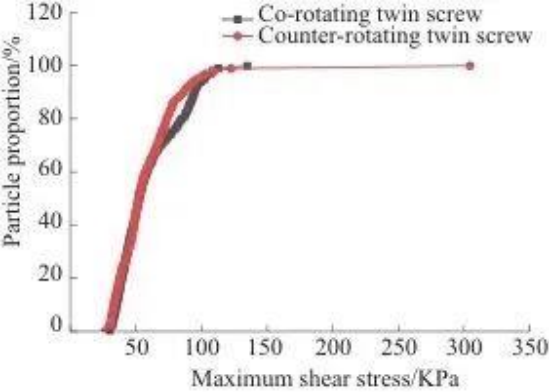
Figur 14 Maximal sannolikhet för skjuvspänning
Figur 15 visar densitetskurvan för maximal skjuvspänningssannolikhet. Från figur 15 kan man se att den maximala skjuvspänningen som partikeln uthärdar är koncentrerad vid toppen av kurvutsprånget.
De två kurvegenskaperna indikerar att den motroterande dubbelskruven har en starkare spridningsförmåga och kan ge starkare skjuvnings- och drageffekter än den samroterande dubbelskruven.
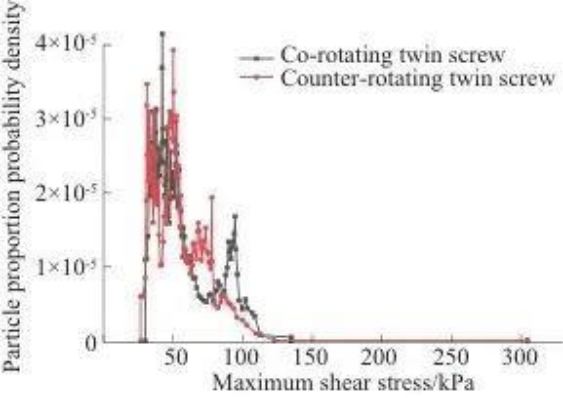
Figur 15 Maximal skjuvspänningssannolikhetstäthet
Analys av experimentella resultat
Dragslagprovsanalys
Figurerna 17 och 18 visar drag- och slagtestdata, respektive.
Draghållfastheten och dragtöjningen vid brott för materialsplines extruderade genom samroterande dubbelskruvsextrudering var något högre än de som extruderades genom motroterande dubbelskruvextrudering.
Slagenergiabsorptionen och slaghållfastheten hos materialsplines som extruderas av motskruvsextruderingen är något högre än de som extruderas av co-screw extruderingen.
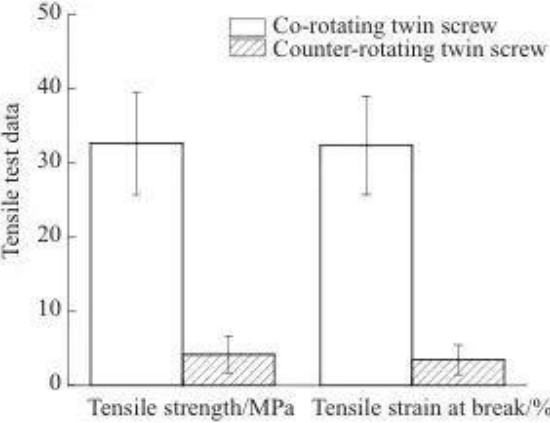
Figur 17 Dragprovningsdata
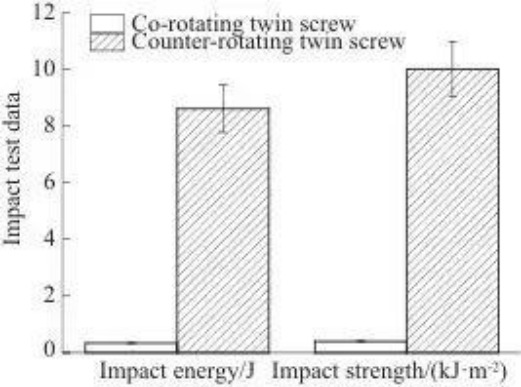
Figur 18 Slagtestdata
Reologiska testresultat
De reologiska egenskaperna hos polymerer återspeglas typiskt i lagringsmodul (G'), förlustmodul (G') och kompositviskositet (η*). Lagringsmodulen reflekterar materialets elasticitet, förlustmodulen reflekterar materialets viskositet och kompositviskositeten reflekterar molekylvikten. Flytbarheten hos polymersmältan beror på förmågan hos molekylkedjesegmenten att röra sig. Skruvsträngsprutning förändrar molekylstrukturen hos PLA, vilket gör att dess molekylkedjor går sönder och minskar dess viskositet.
Figur 19 visar kurvan för sammansatt viskositet η* med vinkelfrekvens. Det kan ses från figur 19 att η* minskar med ökningen av vinkelfrekvensen.
På grund av den strukturella skillnaden har den motroterande dubbelskruven en starkare spridnings- och blandningsförmåga, och molekylkedjan bryts mer fullständigt. Därför är η* för materialet som extruderas av den motroterande dubbelskruven lägre än för den samroterande dubbelskruven.
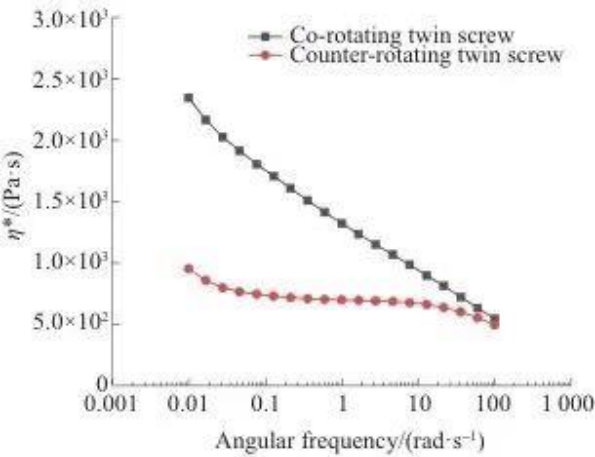
Figur 19 Kurvor av η * med vinkelfrekvens
Sammanfattning
Fördelar med samroterande dubbelskruvsextrudrar:
• Flödesfältet (särskilt trycket) är relativt stabilt.
• Extremt stark fördelningsblandningsförmåga, hög jämn materialfördelning.
• Kort materialuppehållstid och hög transporteffektivitet underlättar bearbetningen av värmekänsliga material och minskar risken för termisk nedbrytning.
• De extruderade produkterna har bättre dragegenskaper.
Fördelar med motroterande dubbelskruvsextrudrar:
• Starkare tryckuppbyggande kapacitet (men se upp för eventuellt lokalt högtryck).
• Intensivare skjuvning, överlägsen dispergering och blandningsförmåga. Det kan ge en starkare stretcheffekt.
• Längre uppehållstid och bredare fördelning av material, lämpligt för processer som kräver tillräcklig reaktions- eller blandningstid.
• Extruderade produkter har högre slaghållfasthet och lägre smältviskositet (mer genomgripande molekylära kedjebrott).
3D-aluminiumpaneler dominerar höghållfasta arkitektoniska och transportsektorer Den 3D produktionslinje för kompositpaneler med aluminiumkärna betjänar tre branscher mest: byggnadsfasadteknik (47 % marknadsochel) , ...
View MoreVarför A2 icke-brännbar panelutrustning ger oöverträffad säkerhet och effektivitet Den A2 Produktionslinje för icke-brännbar brochsäker metallkompositpanel är den definitiva lösningen för modern byggsäkerhet. Jämfört med traditionella B1-material u...
View MoreUtjämningsmaskin med tre rullar: direkt operativt omdöme Arbetsprincip i korthet: A utjämnare med tre rullar fungerar genom att föra en metallplåt mellan tre förskjutna rullar (två nedre, en övre). Materialet genomgår omväxlande elastisk-p...
View MoreDe industrier som behöver en produktionslinje för kompositpaneler de flesta är konstruktions- och arkitektonisk beklädnad, transport (järnväg, flyg och kommersiella fordon), renrum och industrianläggningar, detaljhochel och kommersiella interiörer samt t...
View More
Tanshang Village Industrial Clusters, Ganghua Road, Jingang Town, Zhangjiagang City, Jiangsu Prvince, Kina

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Upphovsrätt © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Alla rättigheter reserverade. Produktionslinje för anpassade kompositpaneler






